快速成型金属材料的晶粒结构控制
资讯
2024-02-22
369
近年来,金属增材制造(AM)已成为工业制造系统的一项新的革命性技术。它是一种局部高功率热源熔化新沉积材料和少量底层预沉积材料,并在热源移动时让它们凝固成一体的工艺。热源根据路径规划软件移动,不同系统的用户控制程度有很大差异。
材料以逐层方式堆积,这样就可以制造出具有复杂形状和内部特征的零件,而传统的减材制造方法是无法制造出这种零件的。AM工艺中的多次熔融-凝固循环直接导致了构建物内部空间变化的复杂微观结构。典型的宏观-微观/结构特征包括材料不连续性、高纹理柱状晶粒、复杂相和成分变化。
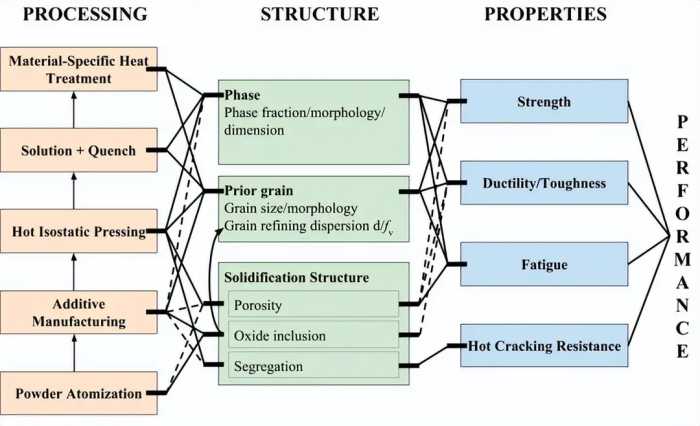
人们为了解AM的工艺-结构-性能(PSPP)关系做出了巨大努力,目的是产生理想的微观结构特征,从而获得与传统制造材料相当甚至更优越的机械性能。上图所示的一般系统设计图概述了粉末AM合金的主要PSPP关系。对粉末雾化等不同加工步骤进行适当设计、激光/电子束加热以及相关的后处理热处理可以极大地优化微观结构并提高机械性能。
研究指出,AM工艺直接影响所有列出的微观结构特征。然而,除了晶粒结构和夹杂物分布外,这些从制造工艺中继承下来的特征大多可以通过后热处理消除。因此,可以使用传统冶金模型来理解和描述其中一些加工与结构之间的联系。由于晶粒结构的演变在很大程度上受所有工艺以及作为齐纳引脚颗粒的夹杂物的影响,因此通过调整AM工艺参数和后热处理条件来控制晶粒结构至关重要。
晶粒结构控制和优化通常用于制造等轴细晶粒,以提高强度和延展性。遗憾的是,促进再结晶的加工硬化并不适用于AM,因此要建立一种可行的方法来细化晶粒结构以达到强化的目的具有挑战性。本研究将讨论原位和后加工的晶粒结构优化,从而为AM合金和加工设计提供帮助。
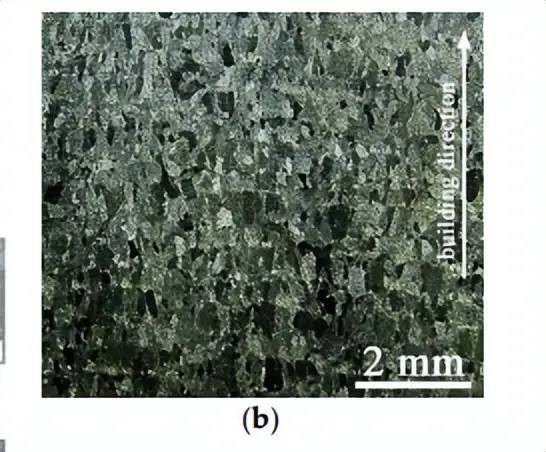
成型合金通常表现出独特的晶粒形态。典型的凝固晶粒形态已在不同AM方法生产的各种材料中广泛观察到,由于外延生长的结果,高纹理大柱状晶粒沿构建方向分布在几个层上。此外,在熔池表面附近也经常观察到细小的等轴晶粒。根据合金凝固理论,由于显性过冷,固/液界面形态可以是平面的、蜂窝状的或树枝状的,具体取决于凝固条件和材料成分。显性过冷会导致溶质重新分布,从而使凝固前沿的液体温度低于液相温度。
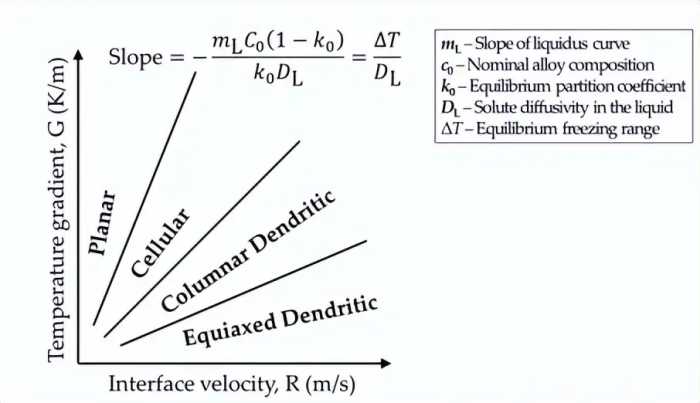
对于特定合金而言,致冷程度取决于热梯度(G=∇T)和传质动力学(即凝固速度,R=(1/G)(∂T/∂t))的比率。G和R对合金凝固过程中形态转变的综合影响如图所示。G/R的增加会导致凝固模式的改变,从而使形貌发生变化,变化顺序为:等轴树枝状、柱状树枝状、蜂窝状和平面状。
据报道,通过选择性激光熔化(SLM)生产的IN718的典型G/R计算值为20-200K-s/mm2,远低于发生平面凝固的下限(7000K-s/mm2)。
一般发现,熔池底部附近的G/R属于柱状树枝状凝固区域,而等轴凝固条件可能在熔池表面附近得到满足,因为那里的热梯度低于熔池底部的热梯度。为了实现等轴凝固,人们做了大量工作来校准各种材料系统的柱状到等轴转变(CET)区域。
对于AM工艺,G和R的调整是通过操作AM工艺参数(即热源功率、扫描速度、扫描策略、光斑尺寸、预热温度等),并借助热传导和流体流动模型来实现的。对于几何形状复杂的零件,在相同的AM条件下,不同的位置可能会有不同的反应,经历不同的热历史。为确保理想的G-R,需要根据特定位置的热模拟对AM工艺参数进行特殊调整。
DED中的高比沉积速率导致粉末熔化不充分,因此不仅在熔池表面,而且在熔池内部都存在巨大的异质成核点,从而抑制了熔池底部的外延生长。如上图所示,高比质量沉积率还降低了激光穿透深度,从而保留了上一层中的等轴晶粒。
然而,在DED中,粉末过度流动可能会带来很高的风险,即产生由未熔化粉末填充的熔融不足孔隙。在粉末床AM工艺中,熔池中的粉末量不易调整,在7075和6061铝粉上涂覆了1Vol%的氢稳定锆颗粒。
纳米颗粒首先被拖入熔池,形成纳米铝3Zr,作为凝固前沿的成核剂,促进等轴晶粒生长,如上图所示。
为了消除坯料合金中的孔隙,通常在AM加工后的几个小时内以高温高压进行热等静压(HIP),以封闭和消除内部空隙。HIP可视为在单相场中以极高温度进行的均匀化过程。因此,反复进行HIP所引起的残余应力。在HIP过程中,等轴晶粒会以再结晶的形式释放出来。
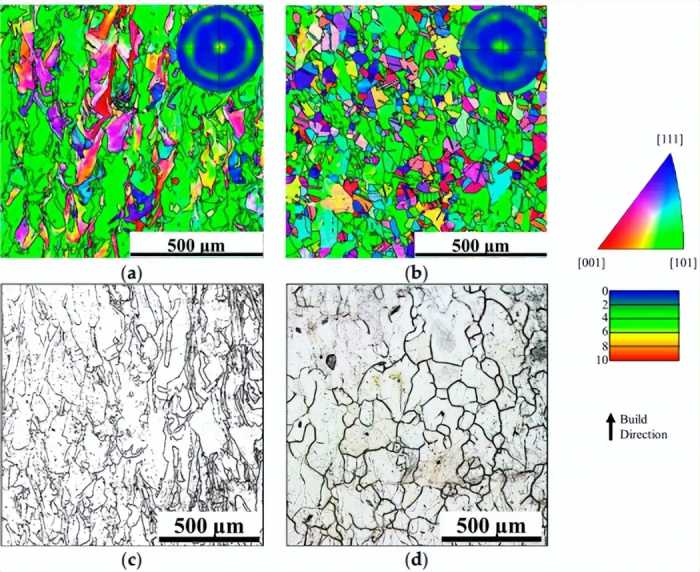
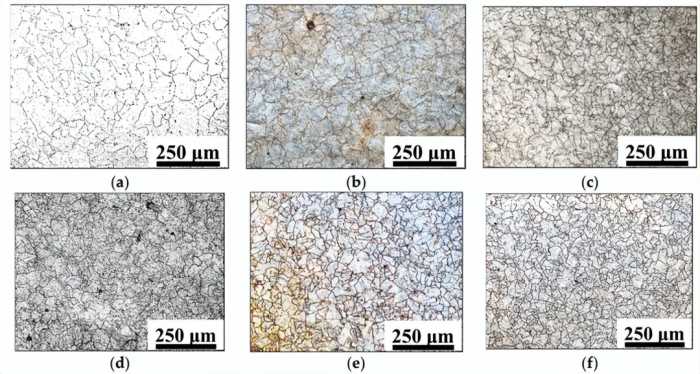
上图显示了SLM生产的316L不锈钢在热处理过程中的晶粒结构演变。如图b所示,在1200◦C保温30分钟后,出现了小的等轴晶粒,并部分取代了图a所示坯料状态下沿方向纹理的柱状晶粒。再结晶也很明显,因为沿建造方向的极点数字显示纹理消失了。再结晶温度是指在1小时内再结晶达到50%的温度。
因此,AM材料的再结晶温度可通过在800◦C至1200◦C(间隔100◦C)之间进行1小时热处理进行实验估算。如图c所示,柱状晶粒结构在温度低于1100◦C时仍然存在。如图d所示,在1100◦C时开始观察到等轴晶粒的形成。
因此,SLM316L的热处理温度应高于1100◦C,以引发充分的再结晶。再结晶过程可在较高温度下加速,如图b所示,但温度也需要低于形成温度,以保持在一个相场中。加工后热处理期间再结晶的可行性在很大程度上取决于成品材料中存储的残余应力,而残余应力因AM工艺参数和材料类型而异。
例如,与激光熔化相比,电子束熔化(EBM)工艺由于可能会提高基材上的预热温度和较大的舱口间距,因此冷却速度较慢,可能会在坯料中储存较少的残余应力以诱导再结晶。对于SLMTi-6Al-4V合金,热处理的再结晶反应不如SLM316L那样明显。
经β退火后,发现长柱状β晶粒变成大的等轴晶粒,长度不变,但宽度增加,这意味着晶粒广泛生长。一种可能的解释是,由于钛合金中原子的快速扩散性,造成储能的微结构缺陷会迅速湮灭,因此坯料合金中的储能不足以引发再结晶。
考虑到成型部件中残余应力的复杂分布(取决于部件的几何形状、材料特性和AM加工条件),整个部件上的再结晶和晶粒分布不均匀的现象很常见。由于AM部件中的储能无法与机械加工材料中的储能相匹配,因此有理由认为AM材料中存在轻微的再结晶现象,甚至不存在再结晶现象。
晶粒大小会影响材料的机械性能,是AM工艺和一系列后处理热处理的结果。在凝固状态下生成细小的晶粒结构以确保良好的机械性能非常重要,而在随后的热处理步骤中抑制晶粒生长也至关重要。
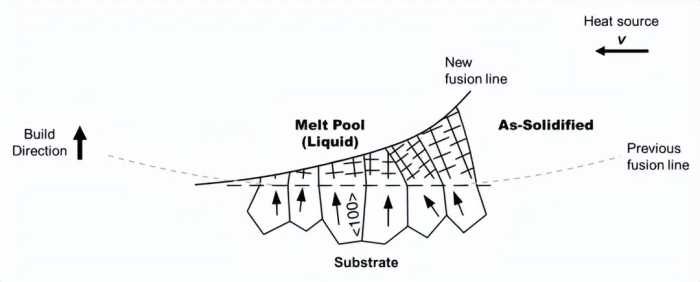
在调制过程中,前一层的重新熔化通常会在熔池边界诱发异质成核,并诱发具有蜂窝状或树枝状凝固前沿的外延晶粒生长。因此,基底的晶粒大小决定了横向柱状晶粒大小。由于竞争性外延晶粒生长,只有其易生长方向与最大温度梯度方向平行的晶粒才容易生长,从而挤掉易生长方向明显偏离最大温度梯度的其他晶粒,如上图所示。
如果柱状晶粒的外延生长受到熔池表面附近形成的等轴晶粒的限制,且熔池内的等轴晶粒深度大于再熔过程中的穿透深度,那么等轴晶粒尺寸就会主导平均横向晶粒尺寸。对于AM工艺而言,等轴晶粒尺寸在很大程度上取决于异质成核点的数量密度,而这通常在DED工艺中很容易控制,因为粉末流速是用户设置之一。
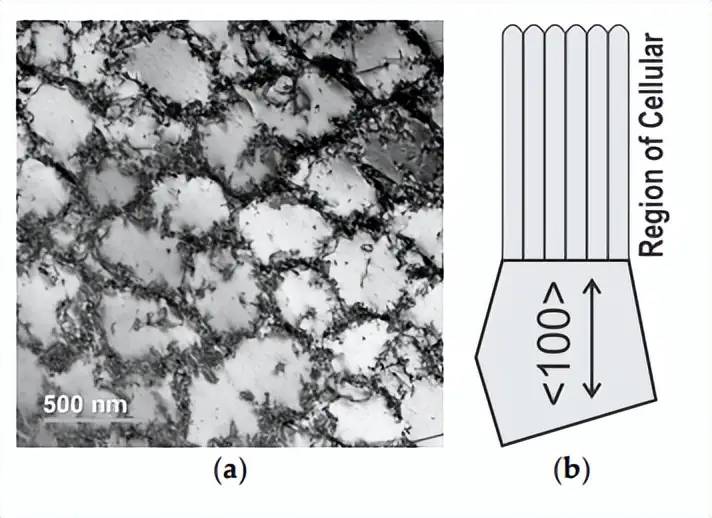
冷却速率(以G×R的形式表示)经常被讨论用于获得更精细的微观结构特征,例如更精细的晶胞/枝晶间距,从而与锻造材料相比提高坯料的屈服强度。由于晶胞边界通常是低角度边界,即上图所示的位错阵列,因此可通过后续热处理轻松消除晶胞。
真正影响最终部件屈服强度的是晶粒的大小,在建成的结构中,晶粒以晶胞/枝晶群的形式出现。如果外延晶粒生长占主导地位,基底的晶粒大小就决定了成品材料的最终横向晶粒大小。如果等轴凝固发生在熔池顶部附近,那么下一层熔池底部的晶粒就会从熔池顶部开始外延生长。
晶粒生长和粗化可能发生在后处理热处理过程中,并由界面能的降低所驱动。齐纳引脚颗粒的大小通常在100-200纳米左右,它的存在可以有效抑制晶粒的增长,使其增长速度大大降低。钢中的MC(M=Ti、V、Nb)碳化物就是一种有效的齐纳引线粒子,这种碳化物是特意合金化的,在热处理时形成MC+γ相场。
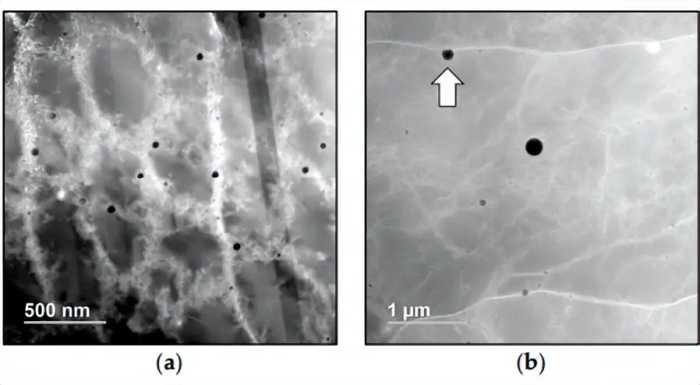
最近的研究发现,如图所示,在沉积SLM316L不锈钢中发现了纳米级富含Si-的氧化物。这些氧化物还可作为齐纳引脚微粒,在高温热处理过程中抑制晶粒长大。钢在凝固过程中的脱氧反应已在铸造和焊接领域得到广泛研究。
在传统制造方法中,氧化物夹杂物的尺度为微米级,被视为材料中的缺陷,通常会在材料中产生裂纹。由于AM工艺的冷却速率极高,氧化物的生长被高度抑制,直至亚微米级。因此,通过利用粉末和腔室中的残余氧气,在AM工艺中形成纳米级氧化物颗粒,可能就不再需要刻意添加晶粒细化剂了。
另一种实现晶粒细化的传统处理方法是对材料施加大变形,然后对材料进行热处理以引发再结晶,从而使大变形晶粒被细小的等轴晶粒所取代。由于AM是一种近乎净成形的工艺,因此不适合在AM制件上施加外部机械功。
因此,需要采用能在不改变物体形状的情况下启动再结晶的后处理来细化晶粒。对于马氏体钢来说,利用再结晶细化晶粒的一种可行方法是执行循环奥氏体化工艺,其中包括短时低温奥氏体化循环,然后淬火形成马氏体。
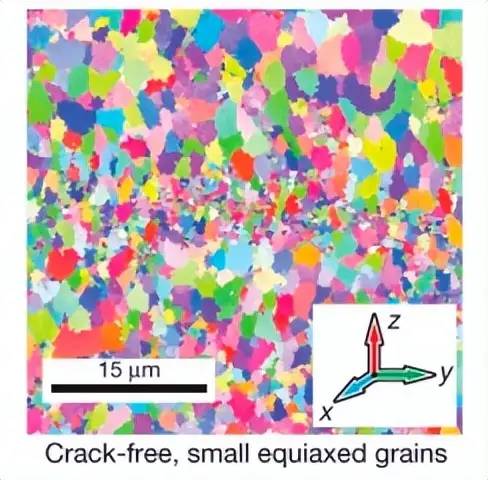
马氏体转变可产生高密度位错,从而在奥氏体化过程中推动再结晶。上图举例说明了通过循环奥氏体化对DED生产的PH48S不锈钢马氏体时效钢进行晶粒细化的效果。
要在AM过程中促进等轴晶粒生长,充分的异质成核点和适当的温度场是两个先决条件。异质成核点的形成主要通过合金粉末设计(如粉末成分)和工艺优化(如DED中的粉末流速)来实现。设计理念之一是在凝固过程中形成亚微米金属间化合物。
这种金属间化合物需要刻意选择,以便与基体的不匹配度最小,从而使金属间化合物也能提供相当大的模量强化作用。研究发现,制度性过冷会促进新晶体的异质成核,并在凝固过程中形成等轴区。在温度梯度恒定的情况下,较高的蓄积过冷倾向于促进等轴凝固,这就要求合金具有较高的凝固范围。
就晶粒生长限制而言,在AM工艺过程中,氧化物颗粒的大小必须严格控制在亚微米范围内。由于氧化物通常具有较高的溶解温度,因此无法溶解氧化物并形成分布更广的纳米颗粒。如果降低氧化物的溶解温度,氧化物就可以在较低的温度下凝固,氧化物在快速凝固过程中生长的时间也会缩短。
在这项工作中,讨论了有关AM工艺和后处理热处理的晶粒结构优化问题。在晶粒形态方面,讨论了在凝固和后处理热处理过程中促进等轴晶粒的方法。沉积材料的晶粒形态主要由CET控制,这就需要控制由AM工艺参数决定的G和R。
在DED中通过粉末速率控制或在粉末床技术中通过粉末表面处理引入巨大的异质成核点,可在凝固过程中有效诱导等轴晶粒。在采用SLM工艺加工的钢和镍超合金中,已观察到高温均匀化过程中的再结晶现象,但这种现象是轻微、不均匀和不可控制的。沉积材料的晶粒大小在很大程度上受成核点数量密度的影响。
本站涵盖的内容、图片、视频等数据系网络收集,部分未能与原作者取得联系。若涉及版权问题,请联系我们删除!联系邮箱:ynstorm@foxmail.com 谢谢支持!
近年来,金属增材制造(AM)已成为工业制造系统的一项新的革命性技术。它是一种局部高功率热源熔化新沉积材料和少量底层预沉积材料,并在热源移动时让它们凝固成一体的工艺。热源根据路径规划软件移动,不同系统的用户控制程度有很大差异。
材料以逐层方式堆积,这样就可以制造出具有复杂形状和内部特征的零件,而传统的减材制造方法是无法制造出这种零件的。AM工艺中的多次熔融-凝固循环直接导致了构建物内部空间变化的复杂微观结构。典型的宏观-微观/结构特征包括材料不连续性、高纹理柱状晶粒、复杂相和成分变化。
人们为了解AM的工艺-结构-性能(PSPP)关系做出了巨大努力,目的是产生理想的微观结构特征,从而获得与传统制造材料相当甚至更优越的机械性能。上图所示的一般系统设计图概述了粉末AM合金的主要PSPP关系。对粉末雾化等不同加工步骤进行适当设计、激光/电子束加热以及相关的后处理热处理可以极大地优化微观结构并提高机械性能。
研究指出,AM工艺直接影响所有列出的微观结构特征。然而,除了晶粒结构和夹杂物分布外,这些从制造工艺中继承下来的特征大多可以通过后热处理消除。因此,可以使用传统冶金模型来理解和描述其中一些加工与结构之间的联系。由于晶粒结构的演变在很大程度上受所有工艺以及作为齐纳引脚颗粒的夹杂物的影响,因此通过调整AM工艺参数和后热处理条件来控制晶粒结构至关重要。
晶粒结构控制和优化通常用于制造等轴细晶粒,以提高强度和延展性。遗憾的是,促进再结晶的加工硬化并不适用于AM,因此要建立一种可行的方法来细化晶粒结构以达到强化的目的具有挑战性。本研究将讨论原位和后加工的晶粒结构优化,从而为AM合金和加工设计提供帮助。
成型合金通常表现出独特的晶粒形态。典型的凝固晶粒形态已在不同AM方法生产的各种材料中广泛观察到,由于外延生长的结果,高纹理大柱状晶粒沿构建方向分布在几个层上。此外,在熔池表面附近也经常观察到细小的等轴晶粒。根据合金凝固理论,由于显性过冷,固/液界面形态可以是平面的、蜂窝状的或树枝状的,具体取决于凝固条件和材料成分。显性过冷会导致溶质重新分布,从而使凝固前沿的液体温度低于液相温度。
对于特定合金而言,致冷程度取决于热梯度(G=∇T)和传质动力学(即凝固速度,R=(1/G)(∂T/∂t))的比率。G和R对合金凝固过程中形态转变的综合影响如图所示。G/R的增加会导致凝固模式的改变,从而使形貌发生变化,变化顺序为:等轴树枝状、柱状树枝状、蜂窝状和平面状。
据报道,通过选择性激光熔化(SLM)生产的IN718的典型G/R计算值为20-200K-s/mm2,远低于发生平面凝固的下限(7000K-s/mm2)。
一般发现,熔池底部附近的G/R属于柱状树枝状凝固区域,而等轴凝固条件可能在熔池表面附近得到满足,因为那里的热梯度低于熔池底部的热梯度。为了实现等轴凝固,人们做了大量工作来校准各种材料系统的柱状到等轴转变(CET)区域。
对于AM工艺,G和R的调整是通过操作AM工艺参数(即热源功率、扫描速度、扫描策略、光斑尺寸、预热温度等),并借助热传导和流体流动模型来实现的。对于几何形状复杂的零件,在相同的AM条件下,不同的位置可能会有不同的反应,经历不同的热历史。为确保理想的G-R,需要根据特定位置的热模拟对AM工艺参数进行特殊调整。
DED中的高比沉积速率导致粉末熔化不充分,因此不仅在熔池表面,而且在熔池内部都存在巨大的异质成核点,从而抑制了熔池底部的外延生长。如上图所示,高比质量沉积率还降低了激光穿透深度,从而保留了上一层中的等轴晶粒。
然而,在DED中,粉末过度流动可能会带来很高的风险,即产生由未熔化粉末填充的熔融不足孔隙。在粉末床AM工艺中,熔池中的粉末量不易调整,在7075和6061铝粉上涂覆了1Vol%的氢稳定锆颗粒。
纳米颗粒首先被拖入熔池,形成纳米铝3Zr,作为凝固前沿的成核剂,促进等轴晶粒生长,如上图所示。
为了消除坯料合金中的孔隙,通常在AM加工后的几个小时内以高温高压进行热等静压(HIP),以封闭和消除内部空隙。HIP可视为在单相场中以极高温度进行的均匀化过程。因此,反复进行HIP所引起的残余应力。在HIP过程中,等轴晶粒会以再结晶的形式释放出来。
上图显示了SLM生产的316L不锈钢在热处理过程中的晶粒结构演变。如图b所示,在1200◦C保温30分钟后,出现了小的等轴晶粒,并部分取代了图a所示坯料状态下沿方向纹理的柱状晶粒。再结晶也很明显,因为沿建造方向的极点数字显示纹理消失了。再结晶温度是指在1小时内再结晶达到50%的温度。
因此,AM材料的再结晶温度可通过在800◦C至1200◦C(间隔100◦C)之间进行1小时热处理进行实验估算。如图c所示,柱状晶粒结构在温度低于1100◦C时仍然存在。如图d所示,在1100◦C时开始观察到等轴晶粒的形成。
因此,SLM316L的热处理温度应高于1100◦C,以引发充分的再结晶。再结晶过程可在较高温度下加速,如图b所示,但温度也需要低于形成温度,以保持在一个相场中。加工后热处理期间再结晶的可行性在很大程度上取决于成品材料中存储的残余应力,而残余应力因AM工艺参数和材料类型而异。
例如,与激光熔化相比,电子束熔化(EBM)工艺由于可能会提高基材上的预热温度和较大的舱口间距,因此冷却速度较慢,可能会在坯料中储存较少的残余应力以诱导再结晶。对于SLMTi-6Al-4V合金,热处理的再结晶反应不如SLM316L那样明显。
经β退火后,发现长柱状β晶粒变成大的等轴晶粒,长度不变,但宽度增加,这意味着晶粒广泛生长。一种可能的解释是,由于钛合金中原子的快速扩散性,造成储能的微结构缺陷会迅速湮灭,因此坯料合金中的储能不足以引发再结晶。
考虑到成型部件中残余应力的复杂分布(取决于部件的几何形状、材料特性和AM加工条件),整个部件上的再结晶和晶粒分布不均匀的现象很常见。由于AM部件中的储能无法与机械加工材料中的储能相匹配,因此有理由认为AM材料中存在轻微的再结晶现象,甚至不存在再结晶现象。
晶粒大小会影响材料的机械性能,是AM工艺和一系列后处理热处理的结果。在凝固状态下生成细小的晶粒结构以确保良好的机械性能非常重要,而在随后的热处理步骤中抑制晶粒生长也至关重要。
在调制过程中,前一层的重新熔化通常会在熔池边界诱发异质成核,并诱发具有蜂窝状或树枝状凝固前沿的外延晶粒生长。因此,基底的晶粒大小决定了横向柱状晶粒大小。由于竞争性外延晶粒生长,只有其易生长方向与最大温度梯度方向平行的晶粒才容易生长,从而挤掉易生长方向明显偏离最大温度梯度的其他晶粒,如上图所示。
如果柱状晶粒的外延生长受到熔池表面附近形成的等轴晶粒的限制,且熔池内的等轴晶粒深度大于再熔过程中的穿透深度,那么等轴晶粒尺寸就会主导平均横向晶粒尺寸。对于AM工艺而言,等轴晶粒尺寸在很大程度上取决于异质成核点的数量密度,而这通常在DED工艺中很容易控制,因为粉末流速是用户设置之一。
冷却速率(以G×R的形式表示)经常被讨论用于获得更精细的微观结构特征,例如更精细的晶胞/枝晶间距,从而与锻造材料相比提高坯料的屈服强度。由于晶胞边界通常是低角度边界,即上图所示的位错阵列,因此可通过后续热处理轻松消除晶胞。
真正影响最终部件屈服强度的是晶粒的大小,在建成的结构中,晶粒以晶胞/枝晶群的形式出现。如果外延晶粒生长占主导地位,基底的晶粒大小就决定了成品材料的最终横向晶粒大小。如果等轴凝固发生在熔池顶部附近,那么下一层熔池底部的晶粒就会从熔池顶部开始外延生长。
晶粒生长和粗化可能发生在后处理热处理过程中,并由界面能的降低所驱动。齐纳引脚颗粒的大小通常在100-200纳米左右,它的存在可以有效抑制晶粒的增长,使其增长速度大大降低。钢中的MC(M=Ti、V、Nb)碳化物就是一种有效的齐纳引线粒子,这种碳化物是特意合金化的,在热处理时形成MC+γ相场。
最近的研究发现,如图所示,在沉积SLM316L不锈钢中发现了纳米级富含Si-的氧化物。这些氧化物还可作为齐纳引脚微粒,在高温热处理过程中抑制晶粒长大。钢在凝固过程中的脱氧反应已在铸造和焊接领域得到广泛研究。
在传统制造方法中,氧化物夹杂物的尺度为微米级,被视为材料中的缺陷,通常会在材料中产生裂纹。由于AM工艺的冷却速率极高,氧化物的生长被高度抑制,直至亚微米级。因此,通过利用粉末和腔室中的残余氧气,在AM工艺中形成纳米级氧化物颗粒,可能就不再需要刻意添加晶粒细化剂了。
另一种实现晶粒细化的传统处理方法是对材料施加大变形,然后对材料进行热处理以引发再结晶,从而使大变形晶粒被细小的等轴晶粒所取代。由于AM是一种近乎净成形的工艺,因此不适合在AM制件上施加外部机械功。
因此,需要采用能在不改变物体形状的情况下启动再结晶的后处理来细化晶粒。对于马氏体钢来说,利用再结晶细化晶粒的一种可行方法是执行循环奥氏体化工艺,其中包括短时低温奥氏体化循环,然后淬火形成马氏体。
马氏体转变可产生高密度位错,从而在奥氏体化过程中推动再结晶。上图举例说明了通过循环奥氏体化对DED生产的PH48S不锈钢马氏体时效钢进行晶粒细化的效果。
要在AM过程中促进等轴晶粒生长,充分的异质成核点和适当的温度场是两个先决条件。异质成核点的形成主要通过合金粉末设计(如粉末成分)和工艺优化(如DED中的粉末流速)来实现。设计理念之一是在凝固过程中形成亚微米金属间化合物。
这种金属间化合物需要刻意选择,以便与基体的不匹配度最小,从而使金属间化合物也能提供相当大的模量强化作用。研究发现,制度性过冷会促进新晶体的异质成核,并在凝固过程中形成等轴区。在温度梯度恒定的情况下,较高的蓄积过冷倾向于促进等轴凝固,这就要求合金具有较高的凝固范围。
就晶粒生长限制而言,在AM工艺过程中,氧化物颗粒的大小必须严格控制在亚微米范围内。由于氧化物通常具有较高的溶解温度,因此无法溶解氧化物并形成分布更广的纳米颗粒。如果降低氧化物的溶解温度,氧化物就可以在较低的温度下凝固,氧化物在快速凝固过程中生长的时间也会缩短。
在这项工作中,讨论了有关AM工艺和后处理热处理的晶粒结构优化问题。在晶粒形态方面,讨论了在凝固和后处理热处理过程中促进等轴晶粒的方法。沉积材料的晶粒形态主要由CET控制,这就需要控制由AM工艺参数决定的G和R。
在DED中通过粉末速率控制或在粉末床技术中通过粉末表面处理引入巨大的异质成核点,可在凝固过程中有效诱导等轴晶粒。在采用SLM工艺加工的钢和镍超合金中,已观察到高温均匀化过程中的再结晶现象,但这种现象是轻微、不均匀和不可控制的。沉积材料的晶粒大小在很大程度上受成核点数量密度的影响。
本站涵盖的内容、图片、视频等数据系网络收集,部分未能与原作者取得联系。若涉及版权问题,请联系我们删除!联系邮箱:ynstorm@foxmail.com 谢谢支持!









